中国现代电炉钢的昨天、今天和明天
目前,我国钢铁产能总体过剩,部分钢材供大于求,价格下滑,一些钢铁企业感觉日子不好过。如何应对这些问题,怎样使我国钢铁工业持续发展,已引起业内人士的广泛关注与重视。本文试图从我国现代电炉炼钢发展的角度来谈谈自己的看法。
一、国外现代电炉炼钢的发展
电炉炼钢已有一百多年的历史。传统的电炉炼钢过程分为熔化、氧化、还原三个阶段,由于炼钢过程中有一个还原期,在冶炼特殊钢方面具有优势。20世纪50年代传统的电炉炼钢技术发展到成熟阶段,熔氧合并,薄渣吹氧,缩短还原期是其技术特征。
60年代初,弧形连铸机技术成功地用于生产,转炉因其冶炼周期短,生产节奏快,与连铸匹配,大大提高了金属收得率,迅速发展,迫使电炉冶炼围绕缩短冶炼周期,开发了一系列新技术,以保证电炉小时产量能适应多炉炼铸要求,电炉也能与连铸配合,以增强自身的市场竞争力。70年代发展了超高功率供电及其相关技术,由于超高功率供电,电炉冶炼过程的还原期移到炉到炉外势在必行,否则会降低大变压器的功率利用率。80年代初期LF及EBT技术的开发,使电炉冶炼+在第二次精炼+连铸的现代电炉流程产生,电炉冶炼周期从1965年的平均180min缩短到1988年的平均60min,可以与50mm厚的薄板坯连铸节奏匹配。1989年美国纽柯第一条EAF-CSP生产线是薄板坯连铸连轧技术发展的里程碑,是当时集成创新典范,标志着现代电炉炼钢进入了成熟阶段。
90年代以来,由于连铸单流产量提高,一机多流、多炉连铸技术以及薄板坯厚度的增加,要求进一步缩短冶炼周期,欧洲和日本的一些电炉厂开发了一系列电炉炼钢技术,主要包括两个方面,一是强化用氧,另一个是不同类型的废钢预热,出现了形形色色的现代电炉。
技术进步促进了电炉钢生产的发展。
表1 列出了1950~1988年世界电炉钢生产的情况,其中现代电炉钢产量为minimill的产量。
表1 1950~1988年世界电炉钢生产的发展
|
年份 |
电炉钢比例*,% |
美国现代电炉钢 |
|||
|
美国 |
日本 |
欧共体 |
全世界 |
||
|
1950 |
6.2 |
15.6 |
6.4 |
7.3 |
0.6 |
|
1955 |
6.9 |
12.6 |
8.6 |
8 |
0.9 |
|
1960 |
8.4 |
20.2 |
10.7 |
10.6 |
2 |
|
1965 |
9.6 |
20.3 |
12 |
12.5 |
2.8 |
|
1970 |
15.3 |
16.7 |
13.7 |
14.4 |
5.3 |
|
1975 |
19.4 |
16.4 |
19.7 |
16.6 |
6.7 |
|
1980 |
27.9 |
24.5 |
23.8 |
21.1 |
12.1 |
|
1985 |
33.9 |
29 |
25.1 |
24.8 |
19.9 |
|
1988 |
36.9 |
29.7 |
29.1 |
26.6 |
21.5 |
*电炉钢比例――电炉钢产量/总钢产量,%
**minimil钢产量/总钢产量,%
图1 列出了1993年至2003年世界粗钢产量及电炉钢比例的变化。
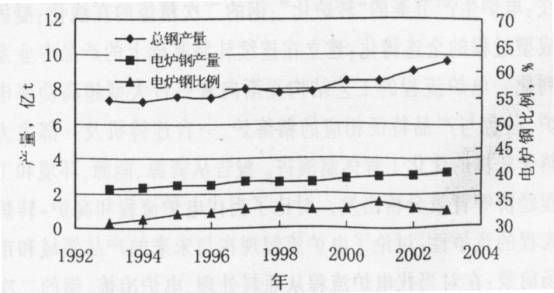
图1 世界粗钢产量及电炉钢比例的变化
由表1和图1数据可见:从1950年至2001年,尽管美国和欧洲经历过儿次产能过剩的困境,例如,1973年第一次石油危机引发的美国钢铁产能过剩,1980年欧共体正式宣布欧洲钢铁工业处于危机之中,1991年欧洲钢铁工业冉次陷入产能过剩的困境,美国从1975年至1985年丧失了其20%的钢铁生产能力,欧盟决定从1993年至1995年削减钢铁产能1900~2600万t,但世界电炉钢比例不断增长.从1965年的2.8%.增至2001年的35%,美国从1975年至1988年接近翻番.现代电炉流程与转炉流程成为当今世界钢生产的两个主要流程.电炉比例为1/3左右。
众所周知,电炉钢比例的增长,除了技术进步提供了电炉钢产量增加的可能性外,主要是电炉具有投资小,消耗矿石、焦煤、土地、水资源少,可比能耗低,对环境污染小,工厂接近资源产地及市场,成本低等优点。
发展现代电炉炼钢是世界钢铁丁业解决历史上几次产能过剩,走出困境的一项重要措施.也可能是一条可供我国参考之路。
二、中国电炉的昨天――起步较晚。发展创新
20世纪80年代,我国建立了一大批小电炉.技术落后。1988年广钢首次引进了一台容量为40t的超高功率电弧炉,与美国、欧洲、日本相比,我国现代电炉炼钢起步较晚,真正的起步始于1993年。
1993年6月,当时前冶金部殷瑞钰副部长和在上海市任副市长的徐匡迪教授代表冶金部在上海举办了“当代电炉流程和电炉工程问题研讨会”(下称“第一次上海会议”)。会上殷瑞钰副部长作了“当代电炉流程的工程进展评价”学术报告,报告指出:近10年来,在世界性的能源、资源、环境和经济等背景因素的影响下,当代电炉流程在工艺技术、设备以及整体工程等诸多方面取得了长足进步。这些进步集中体现存:电炉生产节奏的“转炉化”;钢的二次精炼的在线化:凝固成型过程的全连铸化;建立在连续轧制基础上的产品专业系列化。电炉流程的工艺结构逐渐向着一台大型超高功率电炉、一台与产品特征相应的精炼炉、一台连铸机及一部主力热连轧机的优化工程体制演进。报告从资源、能源、环境和工程经济等背景分析出发,对比了当代电炉流程和高炉一转炉流程的竞争性;讨论了电炉流程现在与未来的产品领域和市场前景;在对当代电炉流程从原料处理、电炉冶炼、钢的二次冶金、凝固成型、轧制形变以及车间布置等综合分析的基础上,提出了不同类型电炉企业结构优化的参考模式。徐匡迪教授作了“现代电炉炼钢的发展趋势”学术报告,指出:现代电炉炼钢的主要特征是高效、节能。介绍了几种开发中的新型电炉炼钢技术,即K―ES技术、烟道竖炉电弧炉技术和Consteel技术,并预言在几年后,将改变当时直流电炉占统治地位的状况,出现交、直流电炉技术竞争发展的局面。这次会议对我国现代电炉炼钢的发展起了指导性的推动作用。
我国曾建有3380座小电炉,总公称容量为21280t.炉平均容量6f左右,1993年以后淘汰了大批小电炉.2000年我国有电炉179座.经过一轮投资以后,目前我国有容量为60~150t的电炉34台,大于100t的13台,形成了电炉冶炼――炉外精炼――连铸或电炉冶炼――炉外精炼一一连铸――连轧的现代电炉流程群体:电炉钢主要是靠这些大电炉来生产的,2000年,我国产电炉钢2020万t,其中由50t以上电炉生产的124l万t,占电炉钢产量的61%。
我国现代电炉炼钢的发展虽然起步较晚,但起点较高,发展迅速并注意了自主创新。
90年代,我国新建60t以上大电炉基本都是从国外引进的,具有当时的国际先进水平。装备是世界一流的,但技术水平能否达到世界一流主要还要靠使用这些设备的人。作者参加了1993年的上海会议,了解到当时上海的一些钢铁企业正存考虑引进国外100~150t的超高功率电炉。感到中国在电炉钢生产方面,以实现电炉炉子容量大型化为目标的设备引进势在必行,但外国人不会卖给我国核心工艺技术。为此在1994年召开的全国特钢冶炼学术会议上,发表了“加强电炉钢短流程生产工艺研究与技术开发的建议”一文。指出在实现电炉容量大型化的同时应围绕缩短冶炼周期这一核心在我国发展现代电炉炼钢技术,特别应注意开发我国具有自主知识产杞的电炉炼钢技术。
10余年来,我国在自主创新、开发具有中国特色的现代电炉炼钢技术方面取得了长足的进步,创新成果很多。这里主要说三点。
1.开发了电炉加部分铁水冶炼技术
我国废钢及电力紧张,价格高,增加了电炉钢成本。制约了电炉钢发展,为了发展我国电炉钢生产,首先应降低电炉钢成本。电炉钢成本包括原料成本及操作成本等。原料成本受市场什格的影响,操作成本在执行成本优先策略中占有重要地位,因为对于所有企业原料成本基本是一致的,操作成本便成为企业市场竞争力的决定因素,缩短冶炼周期是降低操作成本的重要因素,加部分铁水冶炼在缩短冶炼周期,提高生产率,降低电炉钢固定成本、人工成本、降低电耗方面具有显著效果。特别应该注意的是,现代电弧炉炼钢,为了缩短冶炼周期,除超高功率供电外,还必须提高配碳量,强化用氧,加生铁是最有效的方法,国外现代电炉炼钢有加40%生铁冶炼的。我国一般加20~30%的生铁块,电炉加部分铁水冶炼,实际上是以热铁水代替冷生铁,显然,这对节能具有重要作用.是一种技术进步,如果说欧洲、日本近10年来发展废锅预热为特征的电炉冶炼技术是对现代电炉技术发展作出的重大贡献,作者认为,目前我国广泛使用的电炉加铁水冶炼技术是我国对现代电炉技术发展作出的另一重大贡献.因为废钢预热的效果一般为吨钢节电60kWh.而加35%铁水冶炼吨钢节电120kWh以上,且装备简单。
2003年以后,我国34台容量大于60t的电弧炉已有22台采用了电炉加部分铁水冶炼技术,其中16台生产率超过了8000t/t・a,7台超过了10000t/t・a。
2.开发了低氮电炉钢生产技术
我国对钢液脱氮吸氮理论进行了深入系统的研究,是出了一些新的观点,促进了低氮电炉钢的生产,国外电炉锅氯含量为80~120ppm,我国不少电炉钢材氮含量达到40~60PPm。
3.新产品开发
珠钢电炉一CSP生产线投产以后,由于废钢、电价高.致使产品成本高,经营困难,不少学者为珠钢的前途、为薄板坯连铸连轧技术在中国的发展担心。根据这一情况.北科大与珠钢合作,提出开发新产品生产高附加值钢的措施,成功抛开发了国外专家认为在该生产线上不能生产的集装箱板(珠钢年集装箱板产量占世界集装箱板总产量的1/4),以及低成本,高强度的低碳高强度热轧板,后者在不加微合金元素V或Nb的条件下,力学性能达到国外加V或Nb的同类钢种水平,促进了我国用薄板坯连铸连轧生产400MPa级的高强度钢板时,均不加V或Nb。在开发低碳高强度钢研究其强化机理的过程中,发现了碳素钢中的纳米第二相析出,提出了钢的组织性能的综合控制理论。
三、中国电炉的今天――差距缩小,困难重重
正是由于我国电炉炼钢在1993年上海会议精神的指导下、在消化引进的基础上自主创新,使得我国在本世纪的前几年取得了令人瞩目的成就。
经过多年的努力,我国电炉炼钢与世界电炉炼钢技术水平差距缩小了,1993年,我国电炉主要技术经济指标为:冶炼周期180~200min,电耗610kWh/t以上,电极消耗8.77kg/t,与1965年国际水平,即冶炼周期180min,电耗630kWh/t以上,电极消耗6.5kg/t相当,也就是说我国落后了30年。
目前,我国一大批现代电弧炉,包括烟道竖炉电弧炉、Consteel电弧炉以及其他超高功率交、直流电弧炉,已经达到或大大超过原设计生产能力,例如安钢的100t烟道竖炉电弧炉原设计能力年产67万t,2003年产钢108万t;天津无缝钢管公司150t超高功率电弧炉原设计生产能力60万t/年,2004年超过120万t。冶炼周期已降到40多分钟,在加25%铁水冶炼时电耗可达220kWh/t,进入了国际领先行列。即我国用10年的时间,缩短了曾与国外有30年的差距。
图2 为1993―2003年我国电炉钢产量及电炉钢比例的变化情况
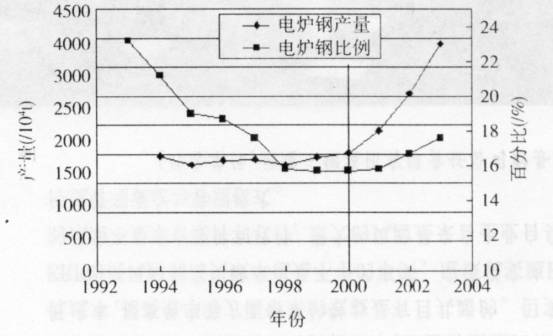
图2 1993~2003年我国电炉钢产量及电炉钢比例的变化
表3 列出了200l~2004年世界主要产钢国的生产情况。
|
国家 |
2001年 |
2002年 |
2003年 |
2004年* |
||||
|
粗钢产量百分t |
电炉钢比例% |
粗钢产量百分t |
电炉钢比例% |
粗钢产量百分t |
电炉钢比例% |
粗钢产量百分t |
电炉钢比例% |
|
|
日本 |
102.9 |
27.6 |
107.7 |
27.1 |
110.5 |
26.4 |
112.7 |
26.4 |
|
美国 |
90.1 |
47.4 |
92.2 |
50.7 |
90.4 |
48.9 |
98.9 |
53.0 |
|
韩国 |
43.9 |
43.6 |
45.4 |
45.2 |
46.3 |
44.8 |
47.5 |
43.9 |
|
德国 |
44.8 |
29.3 |
45.0 |
29.3 |
44.8 |
30.0 |
46.4 |
30.7 |
|
印度 |
27.3 |
42.5 |
28.8 |
42.7 |
31.8 |
45.6 |
32.6 |
38.9 |
|
意大利 |
26.7 |
61.9 |
26.1 |
64.2 |
26.7 |
63.0 |
28.4 |
62.5 |
|
法国 |
19.3 |
42.6 |
20.3 |
38.9 |
19.8 |
39.3 |
20.8 |
38.6 |
|
英国 |
13.7 |
24.1 |
11.7 |
24.9 |
13.3 |
19.9 |
13.8 |
22.5 |
|
瑞典 |
5.5 |
33.9 |
5.8 |
33.7 |
5.7 |
31.9 |
6.0 |
31.0 |
|
欧盟25国 |
|
|
|
|
|
|
192.9 |
38.6 |
|
独联体 |
|
|
|
|
|
|
43.6 |
12.6 |
|
世界 |
845.3 |
35.0 |
900.5 |
33.9 |
963.1 |
33.1 |
1054.8 |
33.8 |
*独联体、印度、世界平炉钢比例为28.2%、3.9%和3.2%。
从图2可见,在1993年至2000年这一阶段.在世界电炉钢生产不断增长的同时,我国电炉钢产量在1800~2000万t波动,电炉钢比例下降,从23.2%下降至15.7%。这是由于淘汰了大量落后的小电炉,使得我国电炉钢产量下降.新投产的大电炉产量还是不够高,致使电炉钢产量在一个水平线上波动。另外由于转炉钢产量的迅速增长,电炉钢产量增长比较慢,致使电炉钢比例下降,但这也正好说明“第一次上海会议”的意义及影响,如果没有1993年“第一次上海会议”,在小电炉大量被淘汰的情况下,2000年我国电炉钢的比例恐怕还会低很多。
对比图1和图2、表3可见:2000年至2003年.由于中国粗钢产量的迅猛增长,世界电炉钢产量比例下降.
从表4 数据看,2001年至2003年,虽然世界电炉钢的比例下降,但我国电炉钢比例却有所回升,增加了约2个百分点,这是由于我国电炉钢产量增长速度略高于转炉钢增长速度。
钢增长速度=(当年钢产量一去年钢产量)/去年钢产量*100%
这期间中国电炉钢比例有所回升,一方面是因为90年代对电炉进行了一轮投资导致的产能进一步释放;另一方面更重要的原因是技术进步造成的,因为靠现有电炉的设计产能,在原有的技术水平上是达不到年产3900万l电炉钢的。
表4 2001~2003年我国电炉钢的增长速度
|
年份 |
2001 |
2002 |
2003 |
|
|
世界 |
钢产量,亿t |
8.453 |
9.005 |
9.631 |
|
电炉钢比例,% |
35.0 |
33.9 |
33.1 |
|
|
钢增长速度,% |
|
6.53 |
6.95 |
|
|
美国 |
钢产量,亿t |
0.91 |
0.922 |
0.94 |
|
电炉钢比例,% |
47.4 |
50.7 |
48.9 |
|
|
钢增长速度,% |
|
2.44 |
1.95 |
|
|
德国 |
钢产量,亿t |
0.448 |
0.450 |
0.448 |
|
电炉钢比例,% |
29.3 |
29.3 |
30.0 |
|
|
钢增长速度,% |
|
0.40 |
-0.40 |
|
|
日本 |
钢产量,亿t |
1.029 |
1.007 |
1.105 |
|
电炉钢比例,% |
27.6 |
27.1 |
26.4 |
|
|
钢增长速度,% |
|
4.66 |
2.60 |
|
|
中国 |
钢产量,亿t |
1.516 |
1.823 |
2.224 |
|
电炉钢比例,% |
15.8 |
16.7 |
17.6 |
|
|
钢增长速度,% |
|
20.2 |
22.0 |
|
2004年至现在中国的粗钢产量、电炉钢产量至今未见确切的数据,据有人统计,随着前期钢铁投资产能的释放,中国2005年粗钢产量有可能达到3.4亿t。这样.电炉钢比例有可能重新降低,目前产能过剩对企业带来的困难对电炉企业或联合企业中的电炉厂更为严重。
电炉炼钢今天所面临困难主要有三个:
(1)认识问题。目前我国冶金界有一部分资深学者,认为“转炉会消灭电炉”,这种观点或多或少地影响我国钢铁工业发展的决策及钢铁企业领导的生产管理,尽管在2005年4月由中国工程院发起的“中国电炉流程与工程问题研讨会”(“第二次上海会议”)上,本人及其合作者发表了关于转炉与电炉共性问题的文章,指出:现代电炉与转炉具有越来越多的共性,转炉或电炉不会像转炉消灭平炉那样互相消灭对方,而只会在不同时期不同地区二者比例有所不同。但这一观点并未得到共识。
(2)废钢资源的问题。在一个相当长的时间内,我国废钢资源紧缺的局面会依然存在,原因是:①我国是发展中国家,大量钢材回收周期长,目前废钢生成量较小,能用于炼钢的废钢量比发达国家少。②转炉消耗掉大量的废钢,转炉冶炼过程由于化学反应热相对炼钢所需要热量过剩,需要加入冷料来降温,从理论上有一个合适的冷料比,冷料包括废钢和生铁,由于转炉炉口小,加料不方便,帮有一个合适的废钢比,剩余的冷料可以生铁形式加入,通常加入转炉的废钢均是优质废钢。我国转炉产钢量特别大,故消耗的废钢量也特别大,如果有的企业采用不合适的废钢比操作,废钢消耗量更多。③非理性消耗,我国还存在生产“地条钢”现象,也导致废钢资源浪费。
(3)电力紧张。电炉是用电大户,当电力紧张时,首当其冲被拉闸限电的就是电炉,或者由于电力紧张,电价上涨,电炉钢成本增加,容易被关停。虽然近年来我国电力装机容量迅速增长,但国民经济其它部门和人民生活对电量的需求也在增长,对于电炉炼钢用电问题还是不能太乐观。
四、中国电炉的明天――前景光明,强国之路
尽管目前我国电炉炼钢面前着重重困难,但我认为前景是光明的,因为世界电炉钢生产发展的历史,发达国家从发展中国家走过来的历史表明,电炉钢比例逐年增长的总趋势不会改变,我国废钢的生成量会不断增加,废钢生铁比价会有所改变,加上国家宏观调控都会朝有利于电炉钢生产发展的方面变化。本人在2002年发表的文章“我国现代电炉炼钢的发展、问题及对策”中预测,至2010年尽管我国电炉钢比例仍会低于世界平均水平,但我国电炉钢比例可望达到20%;在2005年4月的“第二次上海会议”上,殷瑞钰院士预测我国电炉钢比例至2020年可望达到25%,如果采用加35%铁水的电炉冶炼工艺,2020年我国电炉钢比例会超过30%,电炉钢生产前景是光明的。
但是现在电炉钢比例正在再度下降,废钢紧缺,价格高,电炉钢企业面临更大困难是事实,应采取对策,作者认为:
1、还是要解决对发展我国现代电炉炼钢的认识问题
这里,我想提出一个观点,供有关方面参考,我认为发展电炉炼钢是使我国进入钢铁强国行列的一个重要切入点,发展电炉钢是“强国之路”。
前几年有人提出我国是一个“钢铁大国”,但还不是一个“钢铁强国”,作者同意这一观点,什么是“钢铁强国”,我认为可以从下述八个方面来评价:
(1)W=WB+WE
(2)Wr=W/r
(3)Wh=Wu/W
(4)M=aWB+(1-b)WE
f1・W
(5)M=(1-a)WB+bWE
f2・W
(6)E=CBWB+CEWE
W
(7)E=VBWB+VEWE
W
(8)创新能力K
以上式中:
W:全国年产钢量;
WB、WE:分别表示年转炉钢产量、年电炉钢产量;
Wr:人均年产量;(r指全国总人口)
Wu:高质量、高附加值优钢产量;
Wh:高质量、高附加值优钢比例;
a:转炉最佳废钢比;
b:电炉最佳铁水比;
Ws:吨钢的废钢消耗量;
Wi:吨钢的矿石消耗量;
f1:废钢的综合收得率;
f2:矿石与铁水的转换率;
E:吨钢能耗;
CB、CE:分别表示吨转炉钢和吨电炉钢的可比能耗;
V:吨钢污染物排放量;
VB、VE:分别表示吨转炉钢和吨电炉钢的污染物排放量;
在上述钢铁强国的八项综合标志中,第一、二项反映产量,是基础;第三项反映质量;第四至七项反映可持续发展;第八项很难量化,但十分重要,一个钢铁强国应该在冶金领域中具有较强的创新能力,特别是原创能力。
从上述钢铁强国的八个综合标志来看,发展电炉钢生产,可以提高Wh,减少地球有限资源矿石和焦煤的消耗,降低能耗,减少环境污染,符合钢铁工业可持续发展的战略。
此外,我国钢铁产能整体过剩问题,我认为作为钢生产两条主要流程之一的电炉流程的产能并没有过剩,相反,仍有较大发展空间。2000年我国有电炉179台,总公称容量4980t,近年来,新增的60t以上电炉不多,2003年我国60t以上电炉的公称容量只有2920t。如果我国钢产量为3~3.2亿吨/年,电炉钢比例假定占钢总产量的25%,则大于60t以上电炉流程仍有较大发展空间。1993年以前美国有容量为100t以上的电弧炉46座,2003年日本年产电炉钢量2900万t,有100t以上电炉22座;而目前我国只有13座100t以上的电炉。根据不同的条件,我国可以适当地新建100t左右的电弧炉。进行现代电炉炼钢的第二轮投资。在这里要特别强调独立自主集成创新,增加原创和国产化比例,目前国内已经基本具备100t现代电弧炉国产化能力。
2、继续坚持生产高附加值优钢的方向
电炉炼钢仍然要以缩短冶炼周期为核心,降低操作成本,但根据我国目前的情况,作者认为,更重要的是要多生产高附加值优钢,这样虽然成本增加,但产品售价高,仍能盈利,给企业还来效益。
对于电炉流程冶炼工序,高附加值优质产品因时、因地具有不同的含义。目前我国高附加值优质产品,也就是能盈利的电炉钢品种包括:
(1)转炉流程不适合生产的高合金钢、高温合金、大型铸锻件用钢。
(2)转炉流程能够生产但目前在国内产量还是不大的一些合金钢种。对于一些大型机械(包括冶金机械)部件,特别是铸钢件,用随时可以启动、终止的电弧炉冶炼比较合适,对一些特厚板,用电炉生产大型钢锭的轧材比用电炉或转炉生产的连铸坯的轧材质量好,对于一些军工产品,即使转炉流程能够生产,但军方不愿意重复试车,还得让电炉流程生产。
(3)过去仅能用转炉流程生产的、现代电炉流程也能生产的一些品种,如高附加值的板材(薄板、中板、厚板)。
(4)优质碳素钢和低合金钢(包括使用量很大的螺纹钢)。
3、国家支持
为了解决我国这次钢铁产能整体过剩以及因此可能带来的问题,使得电炉炼钢摆脱困境,一个企业基于自身的效益,为应对当前面临的困境,采取一些措施,尽管有的不利于现代电炉炼钢健康发展,都是可以理解的,但国家对电炉钢的发展应给予支持。建议做两件事:
(1)在电价和电力供应上给予优惠。实际表明,每kWh电价降低1毛线,一个大的电炉企业的成本就可以降低上亿元。
(2)对钢的国家标准要及时进行研究与修改。我国一些钢的标准中硫含量仍是几十年前的标准,对氧氮含量仍不做要求,实践表明它们对钢的性能有很大影响。目前生产钢的硫氧氮含量可大大低于标准要求,这些老的标准就为一些落后的工艺提供了继续保持下去的条件,对使用量大面广的建筑材料,例如螺纹钢筋,建设部虽然要求淘汰二级螺纹钢筋,但设计部门并没有将三级钢筋作为设计规范要求,这也使得以低牌号大路货为主要品种的落后工艺得以与先进工艺并存,使得新建先进工艺流程不能淘汰落后流程,而只是起增加产量规模的作用,导致产能过剩,国家优质钢比例不高。美国电炉生产特殊钢比例只有15%,但电炉钢比例达50%,显然,它的主要产品是“普钢”。如果我国的建设工程不允许使用二级螺纹钢,我相信,我国的电炉钢比例也会有所上升的。此外,应加强标准的研究工作,“新一代钢铁材料重大基础研究”(973项目)开发出来的低碳高强度(HSLC)钢、超细晶粒钢应通过建立新立新的标准,允许工程应用。
世界钢铁工业经历过多次产能过剩问题,一些发达国家也是从发展中国家走过来的,吸收国外有关的经验与教训,应该对我国钢铁工业的发展有所裨益。我认为,发展我国的电炉炼钢,可能是使我国成为“钢铁强国”,进入国内外承认的世界钢铁强国行列的一条可供借鉴之路。